오늘은 용접심(Seam)간 최소길이에 대하여 포스팅 하겠습니다.
용접심간 간격은 대부분의 경우 일부러 만들지는 않지만 Engineering의 한계나 Material의 한계때문에 생기는 경우가 많습니다. 이 경우 HAZ의 중첩으로 인해 Residual Stress가 상승하여 물성치에 좋지 않은 영향을 미치기 때문에 이러한 Seam을 최대한 배재하려는 규제사항이 여러 Code 혹은 규격에서 나타나고는 합니다.
물론 이러한 규제사항을 적용하지 않는 경우도 있지만, 이런 경우 Operation Temperature가 항상 높던지 혹은 규제는 하지만, 별도로 명기하지 않는 경우가 많습니다. 오늘은 규격에 따른 Minimum Weld seam distance에 대한 사항을 살펴 보도록 하겠습니다.
1.그럼 어느정도 기본적으로 이격이 되야 하나요?
이론적으로 이격이 되어야 하는 거리에 대한 정의는 아래와 같습니다. Residual Stress가 In-service 시 부가되는 Service Load와 결함이 되었을 때도, Structural Failure를 일으키지 않을 정도의 Stress이하가 되도록 관리를 하여야 합니다. 이 경우 HAZ(Heat Affected zone)의 과도한 중첩이 일어나지 않을 정도의 이격이 필요합니다.
HAZ부위의 대략적인 크기를 아래 이미지와 함께 살펴보겠습니다. 물론 좀더 정확한 정보는 Simulation이나 Process별로 측정을 하여야 하겠지만 Concept만 알아보겠습니다.


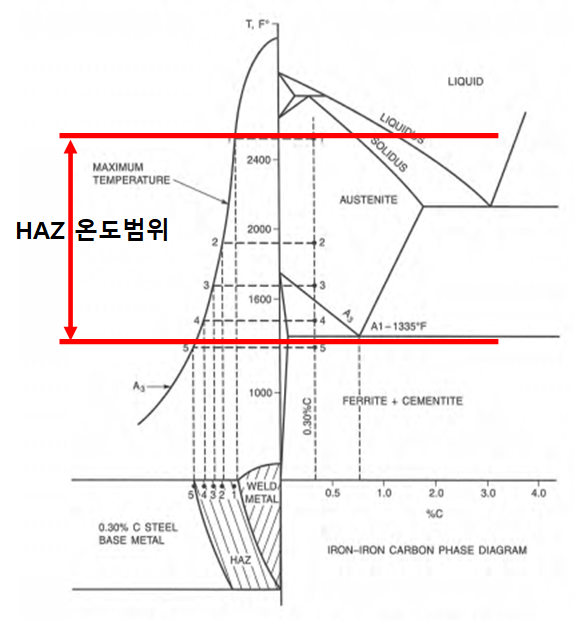
위의 Diagram와 대략적인 모식도는 가장 기본적인 Iron-Carbon Phase Diagram을 Base로 한 내용이기 때문에 전체적인 용접에 적용하기는 어렵고 또 맞지도 않지만 어느정도 기본적인 Concept을 이해하기는 쉽기 때문에 참조하시면 될 것 같습니다.
이 정도 반경의 이정도 온도범위를 가진 부분은 열 영향부로써 조직의 변화가 있다라고 이해하시면 되겠네요. 결국에는 조직의 변화가(Grain의 조밀도)있어야 Hardness 및 Ductility에 변화가 생기고 수용할 수 있는 에너지의 차이가 생겨 Failure가 일어나는 Mechanism으로 구성되어 있으니까요.
2.규격에서 정한 내용은 있나요?
네 일부 규격은 몇몇의 예를 들어 Recommend 혹은 규제를 하고 있습니다.
많이 접하시는 Code 중 하나인(때에 따라 규격이 되기도 합니다) ASME에서는 별도로 정의하는 바는 없습니다. 다만 원자력 ASME Sec.III의 경우 Diameter와 Thickness의 산식으로 규정하고 있습니다.
(원자력에 적용하는 경우 따라야 하겠지요. ASME Sec.VIII, ASME B에서는 별도로 규정하고 있지 않습니다)
단 아래서 보듯이 BS 및 PD5500에서는 아래와 같이 규정하고 있습니다.

BS와 PD5500에서는 Class에 따라 약간은 상이하지만 대체적으로 Thickness의 4배 이상을 넘어서 용접Seam을 만들것을 요구하고 있습니다. 25T의 경우는 100mm이상의 이격이 필요할 것으로 보입니다.
BS 규격이 이용되지 않는 프로젝트의 경우는 통상의 경우 Piping material Specification에서 일정한 값을 요구하거나 (예를 들어 300mm) 고객사 Spec에 산식이 주어지거나 혹은 일정한 값으로 정해져 있는 경우가 다수 입니다.
이보다 Engineering 적으로 줄일 수 없어 불가피하게 발생하는 경우는 보통의 경우 Hardness test로 Verification하는 방식을 취합니다. 다만, 이 경우 불가피하게 발생하였다는 Engineering Decision이 통상의 경우 필요합니다.(예를 들어 Buttering 등) 이는 현장 Operation 중에 발생하는 단관처리 할때의 최소 단관길이와도 연관이 있으므로 Engineering 혹은 건설시에 미리미리 준비 및 협의하여야 하는 중요한 포인트 입니다.
배관분야에서 일하시면 보통 단관의 경우 Beveling이 간단한 경우는 상관이 없지만, 공장 Beveling이 필요한 경우 공장에서 미리 가공해서 들어와야 하기 때문에 해당 단관길이를 미리정해 놓고 발주를 하여야 공기에 손실이 없습니다.(공장에서 바뀌어서 다시 들어오면 그만큼 공기가 늦어지겠죠..)
그럼 여러가지 방안으로 준비하셔서 최소 용접길이 지켜서 관리 잘 하시길 바라겠습니다.
글이 도움이 되셨으면 공감♥ 및 블로그 구독 부탁드립니다.
이 포스팅과 어울리는 다른글도 확인해 보세요
↓↓↓  ↓↓↓
↓↓↓
2020/07/18 - [Engineering[Work]/Piping Engineering] - 배관 직경에 따른 U-Bolt 체결타입(KS, MSS기준)
2020/07/13 - [Engineering[Work]/Mechanical Engineering] - Corrosion Allowance(부식여유) 톱아보기(ISO기준)
2020/07/02 - [Engineering[Work]/Mechanical Engineering] - Reheat Cracking(재열균열) 이해하기
2020/06/12 - [Engineering[Work]/Mechanical Engineering] - Low Alloy Steel 용접, 열처리, 예상결함 및 대비책
2020/06/02 - [Certificate 자격증/ASNT Level.III] - RT Hole(+RT Plug)과 Ug(Geometric Unsharpness)관계 고찰
'Engineering[Work] > Piping Engineering' 카테고리의 다른 글
| Socket welding Gap 용접후에 확인해야 하나? (2) | 2020.08.28 |
|---|---|
| Hot Bolting(핫볼팅)은 어떤때 사용하나요? (3) | 2020.08.03 |
| Insulation Joint+Insulation Gasket 이해하기(Galvanic 부식) (1) | 2020.07.22 |
| 배관 직경에 따른 U-Bolt 체결타입(KS, MSS기준) (0) | 2020.07.18 |
| Power Piping 후열처리(ASME B31.1 Post weld Heat Treatment) Rule (0) | 2020.05.15 |



